
仪器销售热线:
021-60509080,133-2188-5117
新诺品质,值得信赖!周一至周五 9:00 - 18:00
新诺品质,值得信赖!周一至周五 9:00 - 18:00





769YP-100G型 手动粉末压片机
|
|
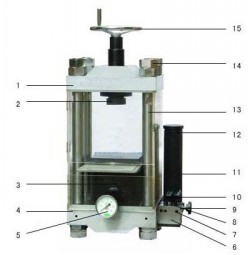
1、上板 2、丝杠 3、主油缸 4、主板 5、压力表 6、副板 7、高压阀 8、低压阀 9、放油阀 10、压力把A 11、压力把B 12、放气螺钉 13、立柱 14、螺母 15、手轮 16、维修螺钉(背面) |
应用范围 The scope of application
该仪器主要应用于需要大压力才能成型的样品,例如陶瓷、金属粉末等各种大型尺寸模具使用。
The instrument is mainly used to require a large pressure molding samples, such as ceramic, metal powders and other large size molds to use.
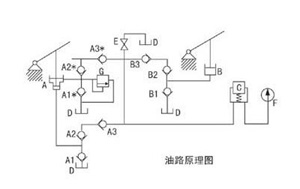
油路原理 Circuit Principle
|
|
当需要升压时,先将放油阀E关闭,摇动快速复合柱塞泵A使复合泵大,小泵将油从油筒D分别经单向阀A1,A1*吸入,再经单向阀A2*,A3*;A2、A3进入工作缸C,并在压力表F中显示,其中大泵在超过2MPa时经逆流阀G泄流,小泵打到大约14MPa 改用高压泵B加压,此时油经单向阀B1,B2,B3进入工作缸C增压,直至打到所需压力。 注意:不要超过机器设定的*大压力(40MPa或48MPa) |
操作说明 Operating Instructions
(1)松开放油筒顶部放气密封螺钉12和维修螺钉16,并逆时针旋松放油阀手轮,摆动快速复合油泵A及高压油泵B手柄各2~3下,使油路系统工作顺畅
(2)用丝杠缓慢将工作台压至*低部,然后将丝杠旋紧
(3)将模具或所压物品放置工作台,用丝杠进行预紧
(4)顺时针旋紧放油阀手轮9,关好防护门
(5)先摆动快速复合泵A升至14MPa左右,再改用高压泵8升至所需压力
(6)压制完成后,逆时针旋松放油阀手轮,取出模具或所压物品
注意事项 Notes
(1)使用前必须先松开油筒上的放气螺钉12和维修螺钉16,再松开放油阀的状态下空打两柱塞,使系统正常工作
(2)每次使用前及使用中,都应把工作台用丝杠压至*底部
(3)保持机油的清洁,尤其是大小活塞滑动处,丝杠要定期加油润滑
(4)如发生渗漏及维修,要及时补充压力油,使之达到距油筒顶部100mm以内,压力油为46#清洁机油
(5)随时检查压力示值,决不允许超压使用,否则会发生危险
(6)大活塞6不要超过行程50mm
技术指标 Indicators
|
技术参数: |
769YP-100G型 手动粉末压片机 |
|
压力范围: |
0~100吨(0~39.3MPa) |
|
活塞直径: |
Φ180mm |
|
*大活塞行程: |
50mm |
|
工作空间: |
220×220×280mm |
|
压力稳定性: |
≤1MPa/5min |
|
重量: |
220公斤 |
|
外形尺寸: |
480×300×840mm |
压力换算 Pressure conversion
|
油缸实际压力(吨) |
12.7 |
25.4 |
38.1 |
50.9 |
76.3 |
89 |
100 |
|
压力表示值(MPa) |
5 |
10 |
15 |
20 |
30 |
35 |
39.3 |
故障排除 Troubleshooting
|
故障 |
原因 |
排除方式 |
|
无压 |
1、漏油 2、放油阀没拧紧 |
1、更换密封垫,解决漏油处 2、拧紧 3、将大活塞压至*底部 |
|
掉压 |
1、漏油 2、放油阀口处不严或有异物 3、大活塞3内有残余气体 |
1、找出微小漏油处,进行排除 2、关闭维修螺钉,然后拧出放油阀杆,用磁铁连接6mm铁棒吸出钢珠,用铁棒一端顶住钢珠,用榔头轻砸铁棒外露出一端,使阀口密封紧密,然后复位 |
|
机器变形 |
1、压力较高,并长期频繁使用,立柱大螺母松动 2、超过允许压力 |
1、拧紧立柱或立柱螺母 2、降低使用压力,否则会损坏机器及发生安全事故 |
权利声明:
1、因产品更新换代太快,本站数据仅供参考,重要指标请与客服确认,以合同签订指标为准;
2、本站商品信息均来自于厂商提供资料、网页、宣传册等,质量可靠,保证正品!但由于新广告法规定网页不得出现绝对化和功能性描述用词(包括最大、最佳、独创、首创,有专利没注明专利号或专利已过期等情况),本站已在逐步排查和修改优化网页用语。并在此郑重表态:本站所有页面存在的极限词全部失效,不接受也不妥协以任何形式的“打假名义”进行网络欺诈,请为真正的消费者让路,维权是双向的,也请各位职业“打假高手”高抬贵手。
Copyright © 2017 科学仪器网 kexue17.com 新诺旗下联盟产品分销平台!
品质保障,价格实惠,周到服务
仪器销售热线:021-60509080(总机),紧急响应热线:133-2188-5117,133-6198-5117,133-2191-5117,188-0101-5117
销售邮箱:sales&sh-xinnuo.com,QQ邮箱:390248978@qq.com
网站技术支持:企尚互联 网站主机支持:西部数码 工信部备案号:沪ICP备09046281号



用户评价